关键词 |
一氧化碳在线分析系统,煤粉仓一氧化碳分析系统,氧含量在线分析系统,一氧化碳CO氧气O2监测系统 |
面向地区 |
磨煤机co分析仪工艺特点:
1、一般需要同时分析co一氧化碳和o2氧气的含量,co一般在0-3000ppm左右,o2一般为0-25%vol常量氧。
2、由于是磨煤工艺,取样端必存在大量煤粉颗粒物,因此取样探头加装过滤、反吹装置防止取样端堵塞。
3、需要具有信号上传功能用于一氧化碳浓度超标时进行DCS\PLC的连锁控制。
4、要求防爆。
磨煤机co分析仪优势:
1、采用NDIR非分光红外技术,可有效检测ppm-vol级别的co含量。O2氧气可视现场情况选用电化学或顺磁原理进行检测。
2、取样探头,自带陶瓷滤芯和反吹装置,能有效避免高浓度粉尘堵塞。
3、标准4-20Ma、RS485输出,可兼容各类PLC DCS系统。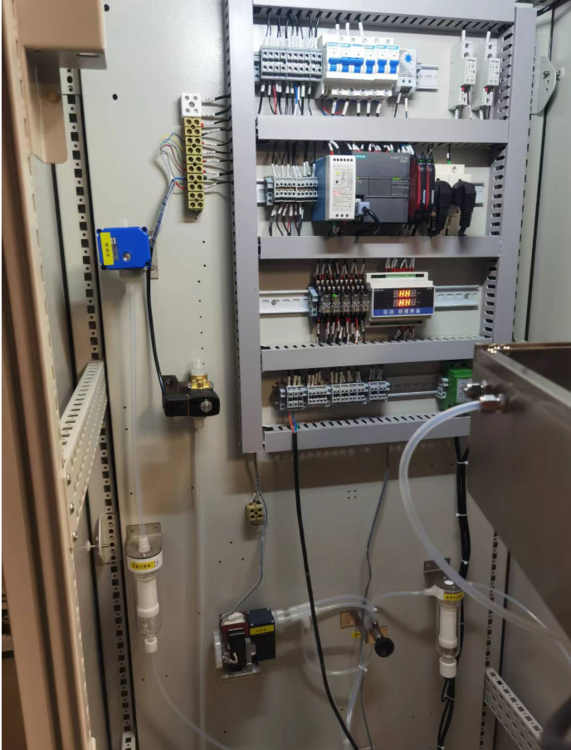
抽取式分析系统,JC系列原位式激光分析仪主要应用于高炉喷煤分析、热风炉烟气分析、高炉煤气分析、转炉烟气分析、转炉煤气回收分析、煤气柜安全分析、精炼炉炉气分析、干熄焦循环气分析、电捕焦安全分析、焦炉煤气分析、加热炉优化燃烧、煤气热值分析、排放烟气连续监测分析、高炉富氧系统分析。
JC系列原位式激光分析仪基于半导体激光吸收光谱(DLAS)技术的激光气体分析系统,能够在各种环境(尤其是高温、高压、高粉尘、强腐蚀等恶劣环境下)进行气体浓度等参量的在线测量,并具有准确性高、响应速度快、可靠性高、运行费用低等特点,分析带来的方便。
JC系列抽取式分析系统通常采用仪表柜式或分析小屋,由取样探头、样品预处理及分析仪器等组成;可在复杂工况下在线分析磨煤机入口包括CO、O2(注:单个分析仪可分析1-6个组分)等多个参数,针对我国磨煤机入口现场恶劣的工况条件,天禹智控自主研发红外气体传感器、顺磁气体传感器或电化学气体传感器、热导气体传感器,利用多年成熟的分析控制技术和预处理取样技术,创造性的设计提供方案。特别是采用自主技术创新的取样探头,维护量小,更加适合煤磨机入口现场工况条件。
通过对不同工艺煤气的检测,可以实现节能及安全管理;通过对有色金属冶炼炉气分析可以对工艺优化及废气回收提供评价。
煤粉仓内一氧化碳浓度的监测主要通过使用一氧化碳分析仪进行,这些仪器能够实时监测煤粉仓内的CO浓度,一旦浓度超过安全阈值,便能立即发出警报,通知操作人员采取相应措施,避免安全事故的发生。此外,这些分析仪还能够通过4-20mA、RS485等信号输出方式,与工厂的控制系统相连,实现自动化控制,进一步提高生产安全。
在煤粉仓的设计和管理中,遵循相关的国家标准和规范也是确保安全的关键。例如,国家应急管理部发布的关于建材行业安全生产的相关标准中,明确建议在磨煤进出风管、煤粉仓、除尘器等位置安装CO在线监测系统,以确保煤粉仓的安全运行。
高炉喷煤磨煤机一氧化碳浓度高的原因包括燃烧不完全、磨煤机负荷过大、煤粉细度不合适等。控制一氧化碳浓度的常见措施包括优化燃烧条件、调整磨煤机运行参数、提高煤粉细度、加强燃烧过程监测和控制等。高炉系统中的喷煤磨煤机是将煤炭磨成粉末并注入高炉内进行燃烧。一氧化碳(CO)是一种有毒气体,其浓度过高可能产生安全风险,并对环境造成污染。导致一氧化碳浓度高的原因可能是燃烧不完全,即燃烧过程中煤炭没有充分燃烧而产生的。其他原因可能包括磨煤机负荷过大,导致燃烧条件不稳定,以及煤粉细度不合适,影响煤粉的燃烧效果。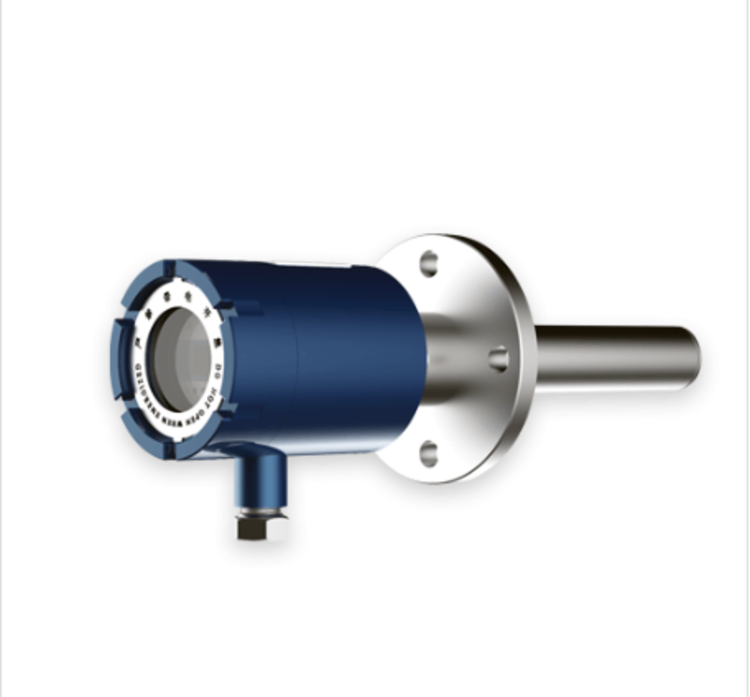
卓宇佳创研发、生产的一氧化碳CO在线监测分析系统是根据客户特殊具体的工况参数及要求而定制化生产,采用简易模块化设计,具有较强的正对性,并对过程气高浓度提供实时报警。系统主要由取样单元、样气处理单元、分析单元几部分组成。采用单路取样分析控制技术,连续监测气体浓度。取样探头采用我公司专利技术,系统具有安全可靠、取样真实、响应快、分析精度高、配置和选型佳等诸多特色。
————— 认证资质 —————