





关键词 |
55# |
面向地区 |
产地 |
山东 |
|
规格 |
Φ80-1600 |
加工定制 |
是 |
发货期限 |
15天 |
作用对象 |
钢 |
材料材质 |
合金钢 |
材质 |
合金 |
质量体系 |
QS-9000 |
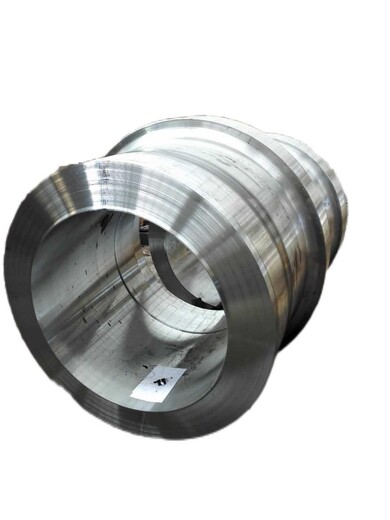
锻打工艺55#锻圆性能和探伤
锻打工艺55#锻圆性能和探伤
我公司能为用户提供:各种规格热锻、热轧特殊钢材料,圆钢、方钢、扁钢、锻件、模块、卷板、钢丝。
锻打工艺55#锻圆
生产规格:6.5MM-1000MM,长度可按照用户要求定尺、不定尺长度交货。
各种锻件:台阶轴、筒形件、饼形件、环形件、模块、三通阀体、以及其他异型铸件、锻件等。
冶炼工艺:EAF电弧炉+LF钢包精炼炉+VD真空精炼炉/非真空感应炉/+ESR电渣炉等。
交货状态:热锻/热轧+退火/正火/回火/调质(淬火+回火)/预硬/固溶/时效/缓冷等。
表面处理:黑皮/冷拉/磨光/剥皮/粗车/铣光/精加工等。
探伤检测:按GB/T4162、GB/T6402、JB/T5000等或按照用户要求的探伤标准,确保通过超声波探伤。
交货周期:合同生效7-30天内,或按照用户要求时间交货。
材料执行标准:GB/T3077-99、军标、美标、英标、德标、欧盟标准以及各种企业标准,可根据客户提供的标准定产。
锻打工艺55#锻圆性能和探伤
去氢的效果取决于后热的温度和时间。温度一般在2~3℃范围内,保温时间与板厚有关,通常为2~6小时。对同一板厚,后热温度高,保温时间可缩短。焊后热处理一般情况下,热轧钢和正火钢焊后不需热处理。对要求抗应力腐蚀的焊接结构、低温下使用的焊接结构及厚壁高压容器等,焊后都需要进行消除应力的高温回火。确定回火温度时要注意:a.不要超过母材的回火温度,以免影响母材的性能,约比母材的回火温度低3~6℃;b.对于含有铬、钼、钒等的低合金钢,在回火时要避开6℃左右的温度区间,以免产生再热裂纹。

济南本地锻件热销信息




















